

.webp)









































































































光ファイバーの機械的接続のチュートリアル
光ファイバーの接続には融着接続とメカニカル接続の 2 つの方法があることが知られています。 どの方法が良いでしょうか? どちらかの方法を選択する一般的な理由は、経済的な理由です。 ファイバの接続を始めたばかりの場合は、経済的およびパフォーマンスの目標に最も適した技術を選択するために、この分野の長期的な目標を検討するとよいでしょう。 とにかく、この記事でメカニカル スプライシングについて詳しく学びましょう。
メカニカルスプライスの概念
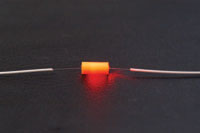
メカニカル スプライスは単なる位置合わせデバイスであり、2 つのファイバ端を正確に位置合わせされた位置に保持し、光が一方のファイバからもう一方のファイバに通過できるように設計されています。 一般的な機械式光ファイバ スプライスは、ファイバを正確に位置合わせしてクランプするためのアルミニウム合金要素を備えた小さなプラスチック ハウジングで構成されています (図 1)。 ファイバー接続点にあらかじめ取り付けられた屈折率整合ゲルにより、低損失の光インターフェースが維持され、挿入損失の中央値が 0.1dB 未満になります。 メカニカル スプライスを作成するツールは安価ですが、スプライス自体は高価です。 メカニカル スプライスは、迅速な一時的な修復や、敷地内でのマルチモード ファイバの接続に最も一般的です。 また、ファイバーを圧着せずに、OTDR または OLTS で裸のファイバーをテストするための一時的なスプライスとしても使用されます。 もちろん、ほとんどの研磨済みスプライス コネクタは内部メカニカル スプライスを使用しています。
.jpg) 図 1: 作動すると、このメカニカル スプライスの金属要素が準備されたファイバーの端を掴み、
図 1: 作動すると、このメカニカル スプライスの金属要素が準備されたファイバーの端を掴み、それらを永久に整列して接触した状態に保ち、光学ゲルに浸します。
メカニカルスプライスの種類
メカニカル スプライスには、小さなガラス、プラスチック、金属、セラミックのチューブ、V 字型の金属クランプ、回転装置など、さまざまなタイプがあります。 ファイバを接続する際のメカニカル スプライスを支援する材料には、透明な接着剤や屈折率一致ゲルなどがあります。 透明な接着剤はエポキシ樹脂で、メカニカル スプライスをシールし、接続されたファイバー間の屈折率を一致させます。
ガラスまたはセラミックのアライメントチューブスプライス
機械的スプライシングには、ガラスまたはセラミックの位置合わせチューブ、またはキャピラリの使用が含まれる場合があります (図 2)。 このガラスまたはセラミックのチューブの内径は、ファイバーの外径よりわずかに大きいだけです。 チューブに注入された透明な接着剤が 2 本のファイバーを接着します。 接着剤は、光ファイバー間の屈折率の整合も実現します。 この接合技術は、位置合わせチューブの内径に依存します。 内径が大きすぎるとファイバの芯ズレにより接続損失が増加します。 内径が小さすぎると、ファイバーをチューブに挿入することができなくなります。
 図 2: メカニカル スプライス用のガラスまたはセラミックの位置合わせチューブ。
図 2: メカニカル スプライス用のガラスまたはセラミックの位置合わせチューブ。V 溝付きスプライス
メカニカル スプライスでは、溝付き基板または位置決めロッドを使用して、メカニカル スプライスに適した V 溝を形成することもできます。 基本的な V 溝付きデバイスは、開いた溝付き基板に依存してファイバーの位置合わせを実行します (図 3)。 溝付き基板にファイバーを挿入すると、V 溝によって各ファイバー端のクラッド表面が整列します。 透明な接着剤により、ファイバーの端が溝付き基板に固定され、接続が永続的に行われます。
V 溝付きスプライスでは、準備された 2 本のファイバの突き合わせ端を V 溝付き基板と平らなガラス プレートの間に挟み込む必要があります。 追加の V 溝付きデバイスでは、2 つまたは 3 つの位置決めロッドを使用して、スプライスに適した V 溝を形成します。 2 本の位置決めロッドを使用する V 溝付きデバイスは、スプリング V 溝付きスプライスです (図 4)。 このスプライスでは、ブラケット内に配置された 2 本のロッドによって形成された溝を使用して、ファイバの端を位置合わせします。 位置決めロッドの直径により、各ファイバー端の外面がロッドによって形成された溝の上に延在することが可能になります。 板バネがファイバーの端を溝に押し込み、ファイバーの位置を維持します。 透明な接着剤は、ファイバーの端を接着し、屈折率を一致させることによって組み立てプロセスを完了します。 このスプライスのバリエーションでは、板バネの代わりに 3 番目の位置決めロッドを使用します。 ロッドは、熱収縮バンドまたはチューブによって所定の位置に保持されます。
図 4: スプリング V 溝付きメカニカル スプライス。
ロータリー スプライス
ロータリー スプライスでは、ファイバはガラス フェルールに取り付けられ、接着剤で固定されます。 スプライスは 1 つの長いガラス フェラルとして始まり、組み立てプロセス中に半分に壊れます。 ファイバーがチューブの各半分に挿入され、紫外線硬化エポキシを使用して所定の位置にエポキシ接着されます。 次に、チューブの端面を研磨し、位置合わせスリーブを使用して一緒に配置します。 図 5 は、ロータリー スプライスの図です。 各ファイバーがガラス製フェルールと位置合わせスリーブに取り付けられているため、ファイバーの端は元の方向を維持し、機械的安定性が向上しています。 ロータリー スプライスは、低損失のスプライスを生成するために、アライメント スリーブ内のインデックス マッチング ゲルを使用する場合があります。
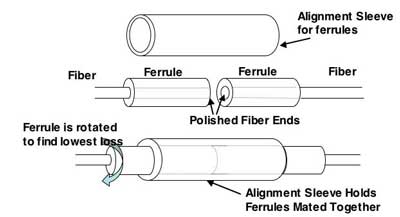
図 5: ロータリー メカニカル スプライス。
船舶用途では、海軍はロータリ スプライスの使用を推奨しています。 ロータリー スプライスは、海軍環境において安定した環境的および機械的性能を提供する低損失メカニカル スプライスです。 安定した性能とは、温度やその他の環境条件、機械条件の変化によって接続損失が大きく変化しないことを意味します。 ロータリー スプライスの完成には、少量のトレーニングや専門知識だけが必要です。 この訓練時間が短いことも、海軍が他の機械的または融着接続技術ではなくロータリー スプライスの使用を推奨するもう 1 つの理由です。
メカニカルスプライスのプロセス
ステップ 1: ファイバーの準備 - 保護コーティング、ジャケット、チューブ、強度部材などを剥がし、裸のファイバーだけを残します。 ここでの主な関心事は清潔さです。 (図6)
ステップ 2: ファイバの切断 - このプロセスは融着接続の切断と同じですが、切断の精度はそれほど重要ではありません。 (図7)
.jpg)
.jpg) 図 6: ファイバーの準備 図 7: ファイバーの切断
図 6: ファイバーの準備 図 7: ファイバーの切断ステップ 3: 繊維を機械的に結合します - この方法では熱は使用されません。 ファイバの端をメカニカル スプライス ユニット内で一緒に配置するだけです。 メカニカルスプライス装置内の屈折率整合ゲルは、ファイバーの一方の端からもう一方の端へ光を結合するのに役立ちます。 古い装置では、コアを保持する屈折率一致ゲルではなくエポキシが使用されています。 (図8)
.jpg)
(Figure 8): Mechanically join the fibers
Optional:
Visual Fault Locator (VFL) を使用して接続を最適化できます。 VFL からの光をファイバの 1 つに注入し、切断した端をスプライス コアの途中に挿入します。 これによりコアが発光します。 2 番目のファイバをスプライス コアの反対側に挿入します。 2 つのファイバ端が適切に接続されると、スプライス コアの照明が停止します。
ステップ 4: ファイバーを保護する - 完成したメカニカル スプライスは、それ自体がスプライスを保護します。
ステップ 4: ファイバーを保護する - 完成したメカニカル スプライスは、それ自体がスプライスを保護します。
おすすめ商品
メカニカルスプライス.jpg) 250um裸ファイバ用の高速光ファイバメカニカルスプライス |
高精度ファイバークリーバー グラスファイバーを切断して光ファイバーの接続に適した端面を作成するために使用されます。 |
コスト効率の高い融着接続機 Fiber-Martの融着接続機の各種オプション |




コメントはまだ投稿されていません。