


.webp)









































































































Glasfaser eignet sich gut für die Hochgeschwindigkeitsdatenübertragung, solange die optische Übertragung effizient ist. Glasfasersteckverbinder spielen eine Schlüsselrolle in der Glasfaserkommunikation. Um die Leistung zu optimieren, müssen die Steckerendflächen poliert werden, und die Oberfläche der Steckerendfläche bestimmt die Qualität der Lichtwellenübertragung. Das Polieren der Faseroberfläche ist eine gängige Methode zur Oberflächenvorbereitung für fast alle Glasfasern mit Manteldurchmessern über 200 Mikrometern, um eine optimale optische Ausbreitung zu gewährleisten.
Die Wissenschaft des Polierens wird in einer gut konstruierten Maschine kristallisiert. Eine Maschine, die eine spezifische Polierbewegung verwendet und auf Konformität mit Industriestandards geprüft ist, produziert qualitativ hochwertige polierte Steckverbinder mit hoher Konsistenz von Charge zu Charge. Welche Fragen sollten Sie dem Hersteller stellen, wenn Sie eine mechanische Poliermaschine kaufen möchten? Klicken Sie hier für weitere Kaufrichtlinien
Die wichtigsten Kriterien, die die spätere Leistung polierter Glasfaserstecker beeinflussen
-
Rückreflexion
Der aktuelle Industriestandard für Rückreflexion liegt bei <-55 dB. Eine hohe Rückreflexion führt zu Übertragungsproblemen bei Systemen, die auf die Geschwindigkeit und Klarheit eines Glasfasersystems angewiesen sind, da die gewünschten hohen Datenraten bei verzerrtem Signal zu Bitfehlern führen können. Steckverbinder werden üblicherweise als PC, SPC, UPC und APC bezeichnet. Diese Bezeichnungen beschreiben die Steckerendflächen und beziehen sich auch auf die Rückreflexion. Details sind in der folgenden Tabelle aufgeführt :
| PC (physischer Kontakt) | SPC (Super Physical Contact) | UPC (Ultra Physical Contact) | APC (abgewinkelter physischer Kontakt) |
| Rückreflexionswert = -35 dB | Rückreflexionswert = -45 dB | Rückreflexionswert = <-55 dB |
Der gewählte Winkel beträgt 8°. Dieser Winkel lenkt die Rückreflexion auf <-65 dB ab.
|
-
Einfügungsdämpfung
Die Einfügedämpfung ist der Verlust optischer Leistung an der Schnittstelle zweier Steckverbinder. Schlechte Einfügedämpfungswerte sind in der Regel auf eine Fehlausrichtung der Glasfaser, einen Luftspalt zwischen den Anschlüssen und/oder die Qualität der Endverarbeitung des Steckverbinders zurückzuführen. Der derzeitige Standardwert für die Einfügedämpfung liegt bei <0,5 dB, der allgemein erwartete Wert liegt jedoch mittlerweile bei <0,3 dB.
-
Scheitelpunktversatz
Der Apex definiert den höchsten Punkt der sphärischen Oberfläche an der Stirnfläche des Steckers. Der Apex-Offset ist der gemessene Abstand zwischen der Fasermitte und dem tatsächlichen höchsten Punkt eines polierten Steckers. Ein zu großer Apex-Offset trägt zu hohen Einfügungsverlusten und hohen Rückreflexionswerten bei. Die folgende Abbildung zeigt die Stufen des Apex-Offsets:
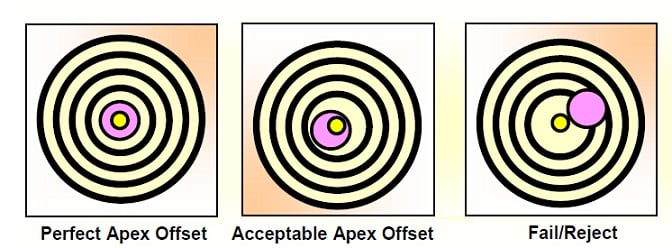
.jpg) Interferenzstreifen |
.jpg) Apex |
.jpg) Faser |
.jpg) Zentrum der Faser |
-
Krümmungsradius
Der Krümmungsradius ist das Maß für die kugelförmige Gestalt der Endfläche eines Steckverbinders. Ein geeigneter Radius in Kombination mit einem akzeptablen Faserunterschnitt optimiert die Kompression zwischen Faser und Steckverbinder. Die Industriespezifikation für den Krümmungsradius beträgt 10–25 mm. Dieser Bereich ermöglicht maximale Steckverbinderleistung.
-
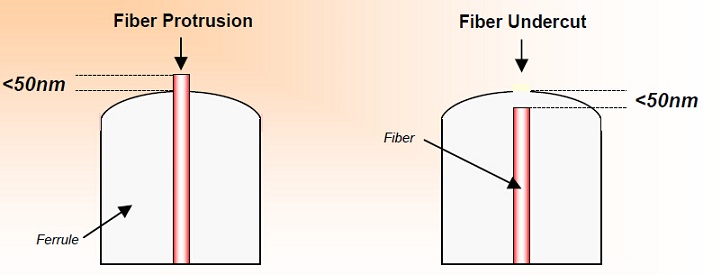
Faserunterschnitt/-vorsprung
Der Unterschnitt gibt an, wie weit die Faser in einer Steckerferrule versenkt ist . Es kann aber auch vorkommen, dass eine Faser über die Ferrule hinausragt. Beide Zustände sind eine direkte Folge des Polierprozesses und können mit einem Interferometer gemessen werden. Ein übermäßiger Faserunterschnitt wird üblicherweise mit mehr als 50 nm angegeben. Er beeinflusst sowohl die Rückreflexion als auch die Einfügedämpfung. Beim Zusammenstecken von Steckern komprimiert sich das die Faser umgebende Ferrulenmaterial, wodurch Fasern mit einem akzeptablen Unterschnitt/Vorsprung optimal in Kontakt kommen. Fasern, die keinen engen Kontakt haben, weisen einen Luftspalt auf. Ein Luftspalt führt zu inakzeptablen Messungen der Rückreflexion und Einfügedämpfung. Faserunterschnitt und -vorsprung:
Tipps zum Polieren und Überlegungen zum Prozess
Polierfolien – Folien sind der wichtigste Faktor bei Ihren Poliervorgängen. Qualität und Abstufungen variieren je nach Anbieter. Bei der Entwicklung einer Poliertechnik müssen Folientyp, -marke und Partikelgröße sorgfältig ausgewählt werden. Zu aggressive Folien können eine 125-μm-Faser zerstören, und der Kugelradius kann irreparabel beschädigt werden. Entscheidend für die tatsächlichen Kosten sind auch die Anschaffungskosten der Polierfolie im Verhältnis zur Lebensdauer – diese kann je nach Hersteller erheblich variieren. Reinigen Sie jede Polierfolie vor und nach jedem Gebrauch. Sauberkeit erhöht die Lebensdauer der Folie und senkt die Kosten pro Stecker.
Epoxidharz – Verschiedene Epoxidharzarten lassen sich mit speziellen Siliziumkarbid-Polierfolien leichter entfernen. Die Wahl der richtigen Folie hängt vom Epoxidharztyp und der Größe der auf der Steckerendfläche aufgebrachten Epoxidperle ab. Verschiedene Epoxidharze haben unterschiedliche Härtegrade – manche sind klebrig, manche fest. Harte Epoxidharze lassen sich leicht mit gröberen Partikeln (20 µm, 30 µm usw.) entfernen, während weichere Epoxidharze besser mit Folien mit feinerer Partikelgröße (z. B. 9 µm, 5 µm usw.) entfernt werden. Die Epoxidperle, die vor dem Polieren auf dem Stecker verbleibt, sollte so klein wie möglich (stecknadelkopfgroß) sein. Dies verlängert die Lebensdauer aller Polierfolien. Probieren Sie auch verschiedene Siliziumkarbid-Stufen aus, bis Sie die für Ihre Anforderungen am besten geeignete Epoxidharz-Entfernungsfolie gefunden haben.
Sauberkeit – Eine kontaminationsfreie Umgebung ist für eine optimale Steckerpolitur unerlässlich. Deionisiertes/gefiltertes Wasser, Isopropylalkohol, fusselfreie Tücher, fusselfreie Wattestäbchen und Druckluft sind erforderlich, um Verunreinigungen zu minimieren. Überprüfen Sie die Endfläche des Referenzkabels regelmäßig auf Defekte. Durch das Anschließen und Trennen der Stecker sammelt sich mit der Zeit Schmutz an. Reinigen Sie die Endfläche mit Alkohol und einem fusselfreien Tuch. Außerdem muss die Referenz nachträglich poliert werden. Nach wiederholtem Polieren muss das Referenzkabel ausgetauscht werden.
Schmierung – Deionisiertes Wasser, gefiltertes Wasser und Suspensionen können bei richtiger Anwendung die Leistung des Steckverbinders verbessern. Die besten Lösungen haben sehr kleine Partikelgrößen von 20–60 nm, mindestens halb so groß wie der endgültige Polierfilm, und können die Rückflussdämpfung um bis zu 5 dB verringern. Eine Verdünnung des gefilterten/deionisierten Wassers kann die Leistung verbessern.
Poliermaschine Kann alle Arten von Polierarbeiten durchführen |
Faserhärtungsofen Heizung für fast alle Arten von Glasfasersteckern |
Zentrale Druckpoliervorrichtung für LC-, SC-, ST-, FC- usw. UPC/APC-Stecker |
– Beratung für technischen Support oder relevante Produktkaufratgeber.
E-Mail für den Vertrieb
 Totzonen-Tutorial")



No comments have been posted yet.